包装产线伺服动力头控制系统 CANopen转PROFINET网关的应用

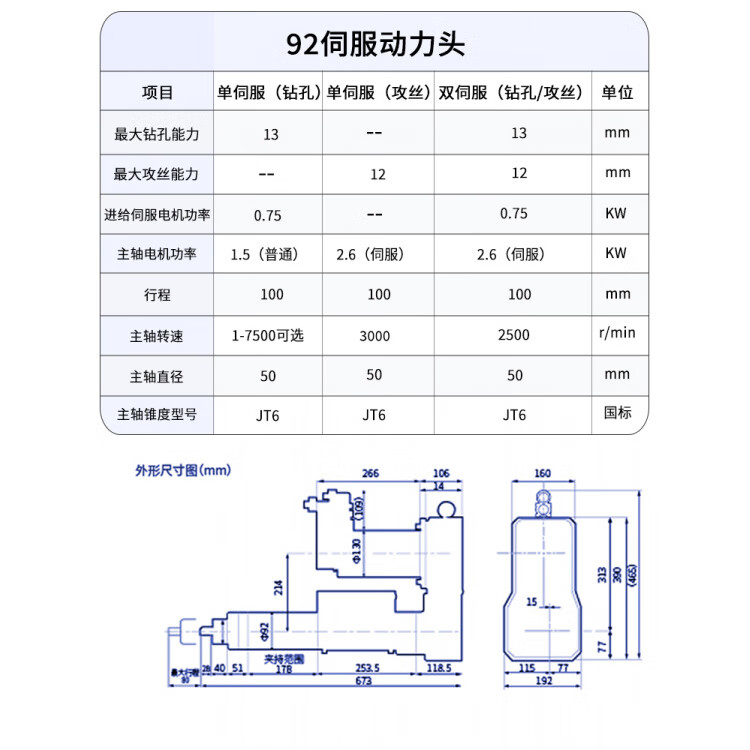
在现代自动化包装产线中,伺服动力头凭借其高精度、快速响应和优异的动态性能,已成为实现精准定位、高速抓取、稳定封口等核心工艺的关键执行部件。为了实现对其高效、集成的控制,将基于CANopen协议的伺服驱动器无缝接入以PROFINET为主导的工业以太网系统已成为行业主流方案。这其中的关键桥梁,便是CANopen转PROFINET网关。本文将深入探讨该网关在包装产线伺服控制中的应用价值与技术实现。
一、 系统架构与通信挑战
典型的包装产线控制系统通常采用基于PROFINET的PLC作为主控制器,以实现与上位机(如SCADA、MES)、其他智能设备(如视觉系统、机器人)的高速数据交换。许多高性能的伺服驱动器,尤其是部分进口或特定型号,其原生通信接口往往采用CANopen现场总线协议。
这就形成了一个通信鸿沟:PROFINET网络无法直接识别和访问CANopen从站设备(伺服驱动器)。直接面临的挑战包括:
- 协议不兼容:两种协议的报文结构、寻址方式、数据交互模型截然不同。
- 网络异构:PROFINET是基于以太网的实时通信,而CANopen是基于CAN总线的串行通信。
- 配置复杂:需要工程师精通两种协议,并进行繁琐的底层数据映射。
二、 CANopen转PROFINET网关的核心作用
CANopen转PROFINET网关(或称协议转换器)正是为解决上述问题而生。它扮演着“翻译官”和“代理站”的双重角色:
- 协议转换:网关内部集成双协议栈。在PROFINET侧,它作为一个标准的PROFINET从站设备,接受PLC的周期性和非周期性数据交换请求。在CANopen侧,它则作为CANopen主站,负责轮询、管理一个或多个伺服驱动器(从站)。
- 数据映射:用户通过网关配套的配置软件,可以直观地将CANopen伺服驱动器对象字典(Object Dictionary)中的关键参数,如控制字(6040h)、状态字(6041h)、目标位置(607Ah)、实际位置(6064h)、速度/转矩给定值等,映射到PROFINET的输入/输出数据区。这个过程通常是图形化配置,无需编写复杂代码。
- 网络隔离与信号增强:网关实现了电气隔离,保护了PROFINET主干网络免受CAN总线侧可能存在的干扰,同时也对信号进行了中继增强,延长了CAN网络的物理传输距离。
三、 在包装产线伺服动力头控制中的具体应用
以一条包含“定位-吸取-旋转-封装”工位的包装线为例,其伺服动力头控制流程通过网关实现如下:
- 系统组态:在PLC的PROFINET网络组态中,添加CANopen转PROFINET网关的GSDML文件,将其作为一个设备挂载到PROFINET网络中。设置好其PROFINET站名和IP地址。
- 伺服参数映射:打开网关配置工具,扫描CAN总线,识别出各个伺服动力头对应的驱动器。将每个驱动器所需监控和控制的参数(如上述位置、状态、控制字)分别映射到网关的特定输入/输出数据块中。例如,将1号伺服的控制字映射到PLC输出区Q0开始的字节,将其实际位置映射到PLC输入区I0开始的双字。
- PLC编程控制:在PLC程序中,工程师无需处理任何CANopen协议细节。只需像操作本地I/O或PROFINET远程I/O一样,对分配给网关的输入/输出地址进行读写。例如,向指定地址写入控制字和位置指令,即可命令伺服动力头运动;从指定地址读取状态字和实际位置,即可实现闭环监控与故障诊断。
- 实时同步运动:高端网关支持PROFINET IRT等实时协议,能够确保PLC发出的运动指令以确定、低延迟的方式传递至伺服驱动器,满足包装产线高速、多轴同步的苛刻要求,如多个动力头在高速流水线上的协同作业。
四、 应用优势
- 无缝集成:快速将非PROFINET的伺服设备融入现有主流的工业以太网架构,保护既有投资。
- 简化工程:大幅降低系统集成和编程的复杂性,缩短调试周期。工程师只需关注PLC侧的逻辑控制。
- 集中监控与诊断:所有伺服驱动器的状态、报警、参数均能通过PROFINET网络上传至PLC和上位机,实现集中化、可视化的设备管理。
- 提升性能:借助PROFINET的高带宽和实时性,可以实现对多台伺服动力头更快速、更精确的协同控制,提升包装产线的整体生产节拍和灵活性。
- 高可靠性:专业的工业级网关设计,确保了在严苛工业环境下的稳定运行和长寿命。
在工业4.0和智能制造的背景下,实现设备间无障碍通信是构建柔性化、智能化包装产线的基石。CANopen转PROFINET网关作为一种成熟可靠的解决方案,成功化解了异构网络互联的难题,使得高性能的伺服动力头能够充分发挥其潜力,为包装行业向高效率、高精度、高智能方向发展提供了坚实的技术支撑。选择合适的网关产品,并进行合理的配置,是确保整个控制系统稳定、高效运行的关键一步。
如若转载,请注明出处:http://www.gydlt.com/product/662.html
更新时间:2026-01-23 08:42:49